联系人:沈总
手 机:18936296988
固 话:0515-89889890
传 真:0515-89801188
邮 箱:1502873795@qq.com
网 址:www.zdyti.com
地 址:江苏省盐城市盐都区张庄创新创业园
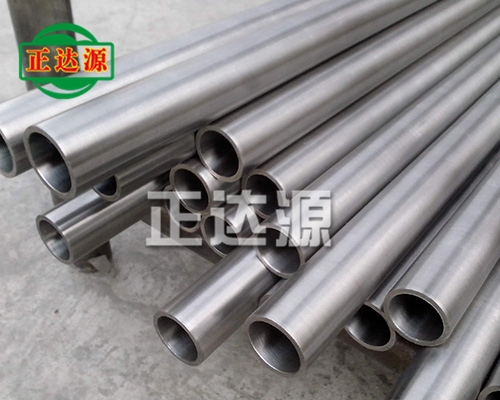
钛管和钛钢复合管板的制造技术浅析
钛管与钛钢复合管板的膨胀工艺及手工钨极氩弧焊的焊接工艺。液氨冷却器的制造实践证明,钛管和钛钢复合管板可以在选择合理制造工艺的前提下获得高质量的焊缝,并为钛和钛钢复合板热交换设备的制造积累了一定的经验。
钛是一种活性元素,在常温下与氧产生致密的氧化膜,保持高稳定性和耐腐蚀性。在540"C以上生成的氧化膜则不致密。钛在高温下与氧、氮、氢反应快,易产生脆性物质,焊接性差。因此,为了保证钛管和钛钢复合管板的焊接质量,我们通过工艺试验和焊接工艺评价,从材料和设备结构中获得了一些数据。
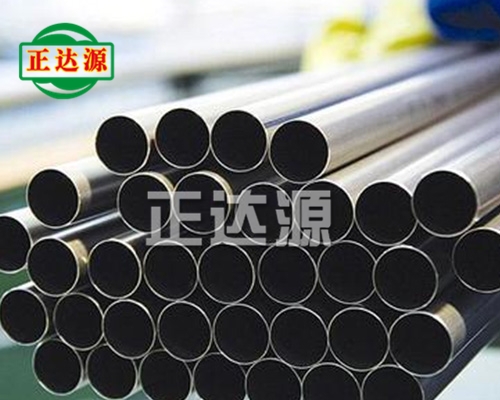
钛钢复合管板和钛管束采用先胀后焊的制造工艺,为保证产品制造质量,我们作了以下的工艺性试验。
外冷器在焊接前需要膨胀,以保证强度,焊接主要起密封作用。为保证膨胀强度,我们对管板和管束进行了膨胀试验。
在胀管试验后,我们用测定压脱力的方法检验了胀接质量,确定了胀接次数和胀接力等工艺参数,确保胀管率在15?20°%范围内,满足了设计的要求。
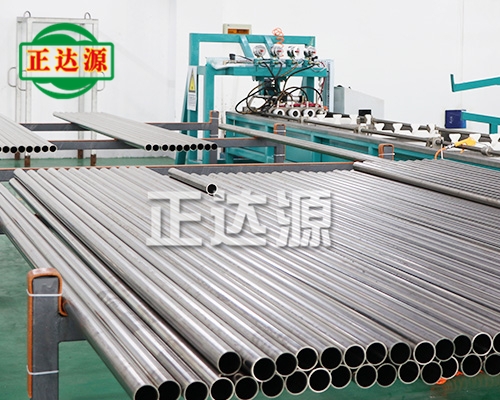
钛管束与管板焊接位置选择试验。
焊接试验发现,钛管束与管板全位焊接时,焊接时,需要使用氩气保护罩来跟踪保护管道的加热区域,因此焊接管束需要两人操作,并应密切配合。一旦配合不好,很容易氧化变色,影响焊接质量。在水平位置焊接时,充氩保护罩内的焊接管头不仅具有良好的保护效果,而且可以保证焊接质量;操作方便,只要一人操作,充氩保护可焊接10多个管头,大大加快了焊接进度。我厂有坑,具有水平位置焊接条件,外冷器钛管束水平位置焊接是焊接位置。

钛与氧有极强的亲和力,在常温下能生成致密的氧化薄膜,这层氧化膜是施行焊接的严重障碍,我们对氧化严重的钛管进行了焊接,发现将引起十分严重的裂纹。试验表明,焊缝表面的氧化膜在焊接前必须严格清洗和处理,以消除有害杂质的来源。
穿管前,用丙酮仔细清理管孔内的油污和污垢,然后安装管道。
焊接前应机械清洗焊接区域(用直径为0.1mm奥氏体不锈钢丝刷去除焊接表面氧化层)、脱脂(丙酮擦洗),用白丝布检查不变色,焊接管束合格后,焊接暂停和非焊接区域应用白丝布覆盖,严禁灰尘污垢进入焊接区域。