联系人:沈总
手 机:18936296988
固 话:0515-89889890
传 真:0515-89801188
邮 箱:1502873795@qq.com
网 址:www.zdyti.com
地 址:江苏省盐城市盐都区张庄创新创业园
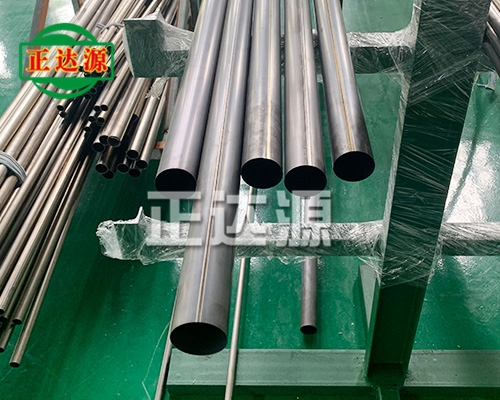
钛管是如何制作安装的?
从一九九七年刚开始制药厂316L的耐酸性不锈钢钢管逐渐拆换为钛管,在拆换后四年多的时间内,运作实际效果很好;,为制药厂的安、稳、长、满、优运作造就了优良的标准。文中关键论述了钛管的制做、安装加工工艺及技术性要点。
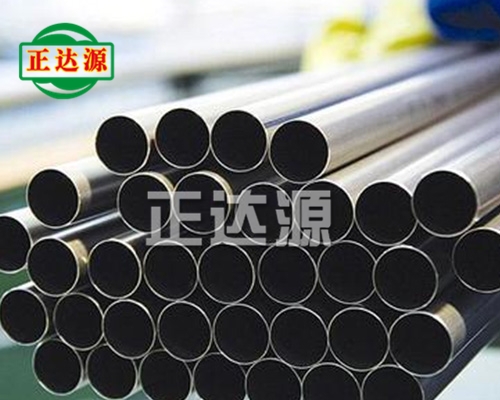
钛管交货后应组织住户、建筑施工责任者、土建施工员、检查员、电焊焊接专业技术人员,对管各种各样闸阀原材料、型号规格、数量、质量以及质量证明文件进行检验。管材尽量有生产厂家的产品合格证书和质量确认。并且应逐根扩大开放径、壁厚进行准确测量,其直徑、壁厚、椭圆型度尽量符合规定要求。內外表面应光滑、清除,并无针孔、裂缝、伸缩式、过浸蚀等缺陷。

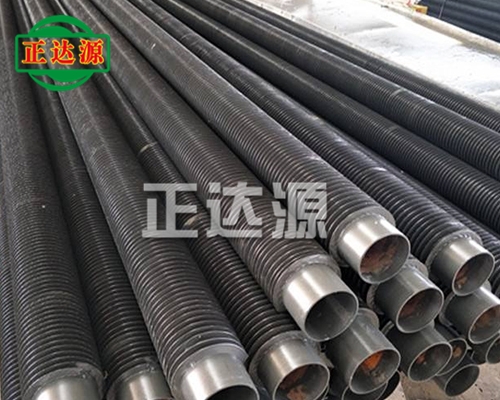
钛管在运输整个过程中,应按一样要求置放。在吊装整个过程中,宜采用涤纶布或合成纤维吊带衫。倘若采用镀锌钢丝、起重吊带,均不能与管道立即接融,应取用橡胶材料或石棉制品给与安全防护。
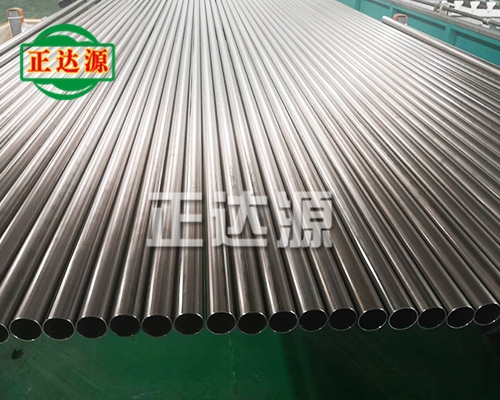
下好料的钛管,规格型号较小的,更强是上加工中心车制坡口,加工中心传动比应较慢,并注意致冷。规格型号非常大的(DN100以上),宜采用磨光机抛光处理坡口。操作过程时速度应较慢,分几次开展,并注意致冷。接近要求时,再用细牙锉去除空气污染层直至保证坡口要求。坡口表面应平整;不能有裂缝、重皮情况,并彻底解决毛刺、熔碴及氢氧化物。坡口角度应符合焊接方式要求,当坡口生产制造结束后,对坡口两侧50mm内进行磷化处理、消除。接着用塑料膜封好,做好标示。入选用磨割时,操作过程应在符合要求的别的场所进行。坡口生产制造保证要求后,再移到预制件构件专用场所。
钛管施工工地经常会遇到一些排凝、污水处理、车内仪表盘取源部件等小圆孔,用基础方法无法开洞。在钛管焊接前将孔的规格以及孔的详细的位置画在相对性的钛管上。交通出行床前孔的边缘中心线钻很多小圆孔,越密越高。全部钻好后,用铜锤轻击孔管理中心弧板,致其解决,接着用细牙圆锉等实用工具将孔生产加工至符合要求。
钛管表面的油迹、空气氧化膜等沉渣会对电焊焊接导致负面影响,在焊接前尽量各个方面消除,所有电焊焊接表面和焊接件每侧的对接焊缝表面,至少50nrn范围内用不诱钢丝刷清除沉渣,有空气氧化层的钛管表面需清除空气氧化膜,之后再对对接焊缝用二甲苯进行清除。对焊丝也尽量进行—样消除,处理完的焊接件和焊丝应当立刻组对焊接,倘若放置畤间超过2h,须不断上述整个过程消除一遍。此外操作过程工作员在电焊焊接整个过程中尽量戴清理的胶皮手套,焊接地理环境应清除,风频风力合适,减少空气中的灰尘,以维护保养坡口两侧及焊丝的清除。